Steel-on-steel handles higher shock loads and is greaseable; maintenance-free reduces service but has lower PV/load limits.
Industry Insights
Industry Insights
Spherical Plain Bearings (radial + rod ends)
Selection, Failures, Fixes & Coatings
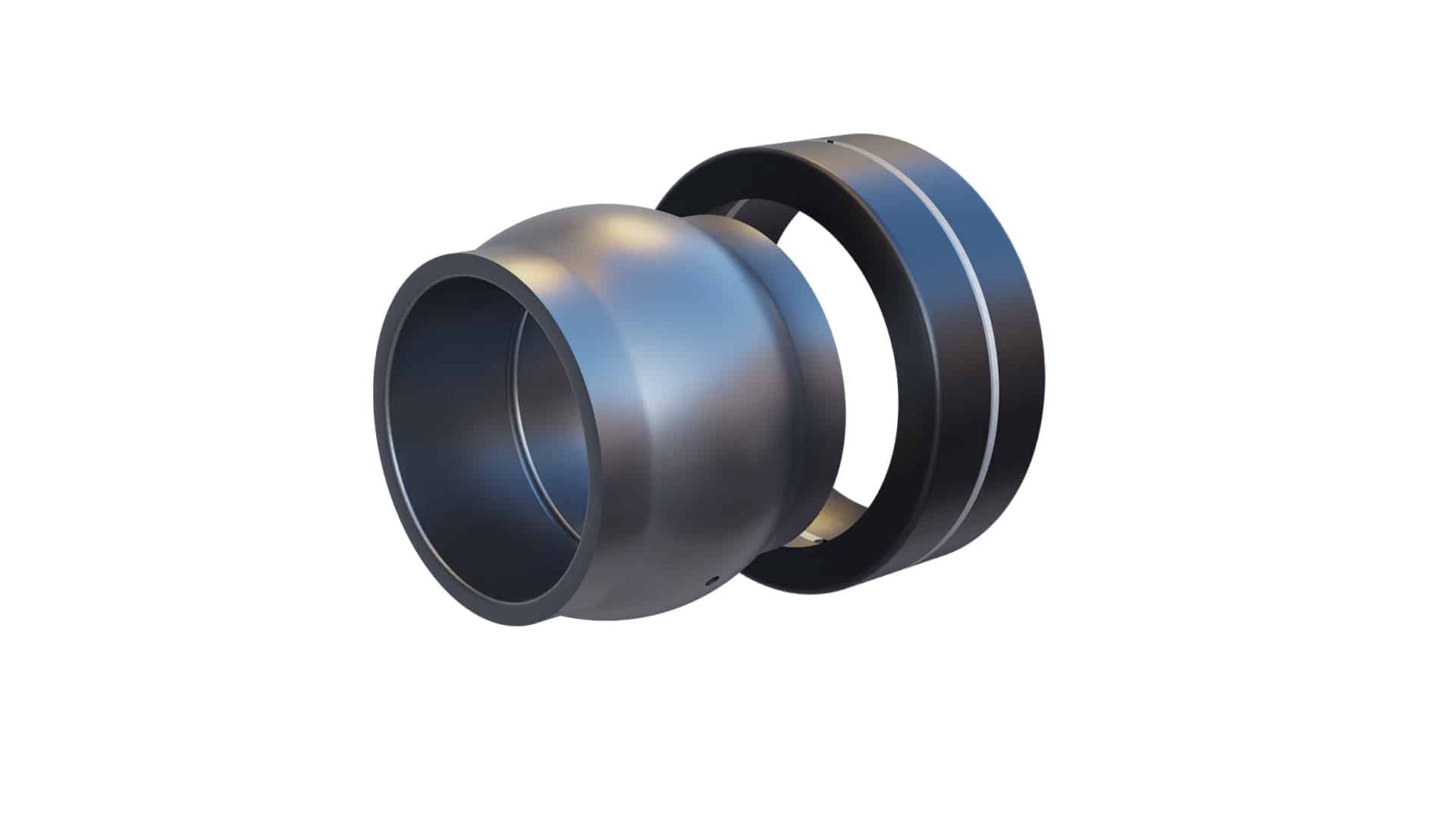
What Is a Spherical Plain Bearing (Radial + Rod Ends)?
A spherical plain bearing supports a pin/shaft with a spherical sliding contact—an inner ring (ball) with convex radius running in a concave outer ring. It carries primarily radial load and accommodates misalignment and oscillation. Rod ends integrate the bearing into a threaded eye for easy linkage mounting.
Typical uses: hydraulic cylinder ends, linkages and tie-rods, heavy equipment joints, robotics and cobot arms, packaging pick-and-place joints, vehicle suspensions, agricultural machinery, marine deck gear.
Selection Cheatsheet (Duty, Misalignment, Liner, Environment)
- Oscillation with shock? Steel-on-steel, greaseable; hardened pin; consider boots/wipers.
- Maintenance-limited or cleanroom? PTFE/composite maintenance-free liner; lower load ratings—check PV.
- High misalignment? Pick series with larger α (angle); or use spacers/clevis geometry to avoid edge loading.
- Corrosion risk? Stainless rings or steel with corrosion-resistant coatings; sealed rod ends; H1 grease where needed.
- Moment load present? Space bearings (or pair with rolling support) to carry overturning moment; SPBs alone are not moment bearings.
- After coatings: re-measure bore/pin diameters, sphericity, and torque; small thickness changes shift preload/clearance.
Environment → Attributes Matrix
| Environment | Material / Surface | Clearance & Fit | Sealing | Lubrication | Notes |
|---|---|---|---|---|---|
| Outdoor / Washdown | Stainless or coated rings; hard chrome on pins | Maintain running clearance after coating; pin h6–h9 typical | Boots/wipers; deflectors; protect seal lips from jets | H1 grease validated vs. cleaners/temps | Dry-out routine; avoid direct jetting at the spherical interface |
| Dusty / Abrasive | Hardened rings; wear-resistant surfaces; coated pins | Avoid too-tight fits that scrape liners | Labyrinth boots + shields | Grease with sealing behavior; purge schedule | Control ingress at clevis/eye gaps |
| Cleanroom / Vacuum | Stainless + passivated; maintenance-free liners | Low torque clearance; verify outgassing | Non-contact covers; particle control | Dry/liner operation or low-volatility lubricants | Avoid greases that shed or outgas |
| High Misalignment Hydraulics | High-angle series; robust liners or steel-on-steel | Check edge-loading; confirm clevis spacing | Boots; pin-side shields | Grease channels aligned to load path | Model axial float and stroke-induced moments |
| Corrosive / Marine | Stainless or chrome/Ni-P on rings & pins | Hold clearance after coating; confirm torque | Sealed rod ends; deflectors | Marine-grade grease; purge after spray | Rinse + dry-out; avoid galvanic couples |
Common Failures & Diagnostics
Rapid Triage
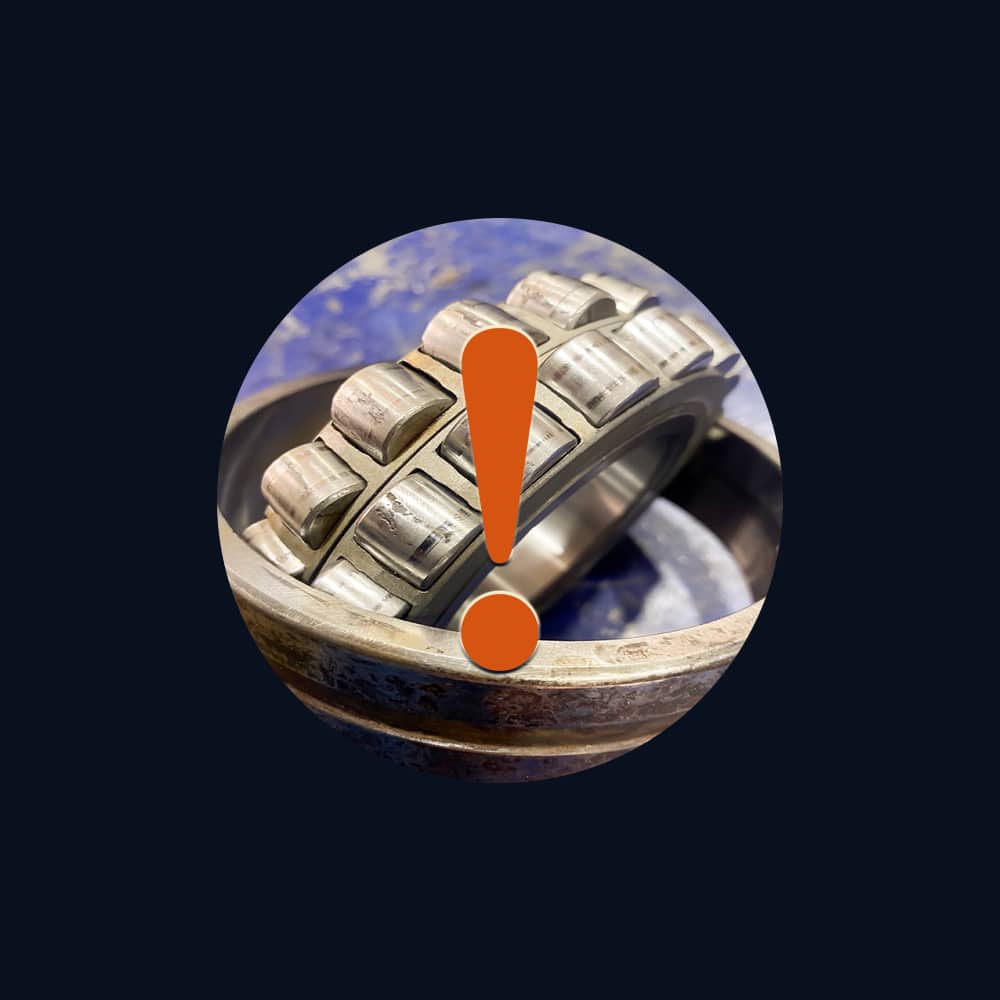
1) Corrosion / Ingress at Spherical Pair
Symptoms
Brown/red staining, rising breakaway torque, rough feel after washdowns.
Likely causes
Water/chemical ingress; incompatible cleaners; inadequate boots/wipers; purge neglected.
Checks
Seal/boot integrity; jet angles; grease compatibility; dry-out routine.
Non-coating actions
Add/repair boots; change wash strategy; use H1 grease; set purge cadence.
When surface treatments help
Hard, inert chromium-family or Ni-P reduces corrosion initiation on rings/pins.
2) Liner Wear / Delamination (Maintenance-free types)
Symptoms
Increasing radial play, torque spikes, flakes/debris from liner edge.
Likely causes
PV exceeded; edge loading from misalignment; abrasive ingress; heat.
Checks
PV vs. catalog; alignment (clevis spacing); particle control; operating temp.
Non-coating actions
Move to higher-PV liner or steel-on-steel; improve sealing; adjust geometry.
When surface treatments help
Low-roughness pins reduce adhesion and heat once PV is within spec.
3) Fretting at Pin/Eye Seats
Symptoms
Reddish oxide at fit lines, creak/squeak, visible micro-motion marks.
Likely causes
Insufficient interference/clamp; vibration in idle; thermal cycles.
Checks
Fit class; torque audit; transport profile; surface hardness.
Non-coating actions
Increase interference/retention; stabilize transport; raise hardness.
When surface treatments help
Micro-textured chrome on pins/bores reduces adhesion after fit is corrected.
4) Brinelling / Impact Damage
Symptoms
Dents/flat spots on spherical surface; step in torque near dent angle.
Likely causes
Shock loading, mis-rigged cylinders, hammer assembly.
Checks
Load paths; stop design; assembly method; material hardness.
Non-coating actions
Add stops/buffers; upsize bearing; improve assembly procedure.
When surface treatments help
Hard, tough surfaces can improve dent resistance but won’t save under gross overload.
5) Stick-Slip / High Breakaway Torque
Symptoms
Jerky starts, audible squeak, positional overshoot in robots.
Likely causes
Boundary regime with high μs/μk ratio; low-bleed grease; rough pins.
Checks
Grease chemistry; pin finish (Ra); temperature; liner type.
Non-coating actions
Change grease; polish pins; select liner with lower μ or add preload control.
When surface treatments help
Low-roughness chrome on pins reduces μ variance once lube/liner are correct.
The Big Three: Corrosion, Lubricity, Dimensional Stability
Apply coatings when they address surface-driven issues (corrosion, fretting, abrasion) on pins, eyes, and bearing rings. Coatings don’t replace proper clearance, alignment, sealing, or grease choice.
| Concern | What it means | Non-coating controls (first) | When coatings help | Notes |
|---|---|---|---|---|
| Corrosion resistance | Prevent rust/pitting on spherical pair and pin/eye | Seals/boots; wash angles; drying; grease compatibility | Thin dense or micro-cracked chrome; Ni-P; validated stainless | Re-measure torque/clearance after processing |
| Lubricity | Low stick-slip under oscillation; good film retention | Correct grease viscosity; purge plan; liner choice for duty | Low-roughness or micro-textured chrome on pins/seats | Coatings complement—don’t replace grease or liner selection |
| Dimensional stability | Hold sphericity/clearance and assembly torque | Flat/parallel faces; correct fits; thermal model | Controlled-thickness coatings; post-coat metrology | Small thickness shifts change torque and misalignment capacity |
Fits, Axial Location & Misalignment (Quick Rules)
-
Pin fit: keep a sliding fit for rotation/oscillation (e.g., pin h6–h9 vs. bearing bore). Harden pin & finish Ra ≤ ~0.2–0.4 μm for liners.
-
Housing/eye fit: prevent creep—use interference or threaded rod ends; verify clamp sequence so the outer ring is fixed.
-
Misalignment budget: stay within catalog angle; use spacers/clevis geometry to avoid edge loading.
-
After coatings: re-check bore/pin size, sphericity, axial locating faces, and starting torque.
Checklist
-
Pin hardness/finish verified
-
Housing interference or thread engagement set
-
Misalignment angle within series limit
-
Post-coat torque/clearance measured
Frequently Asked Questions
Series-dependent (often ±5–15°). Exceeding this edge-loads the liner/race—upsize or adjust geometry.
Coatings can meet many corrosion goals at lower cost, but validate chemistry and re-measure torque/clearance.
Ingress or corrosion, degraded grease, liner wear, or post-coat clearance change. Inspect seals, chemistry, and geometry.
Choose based on packaging. Consider left-hand threads to maintain adjustment under load reversals.
Case Snapshots
- Cylinder clevis corrosion — Breakaway torque rose after sanitation cycles.
Actions: sealed rod ends + boots, switched to H1 grease, hard-chrome pins; validated cleaner chemistry.
Outcome: stable torque; no staining over 3 months. - Robot wrist stick-slip — Overshoot at low angles with PTFE-lined joints.
Actions: polished pins, changed to compatible low-shear lube, added light preload control.
Outcome: smoother starts; reduced position error.
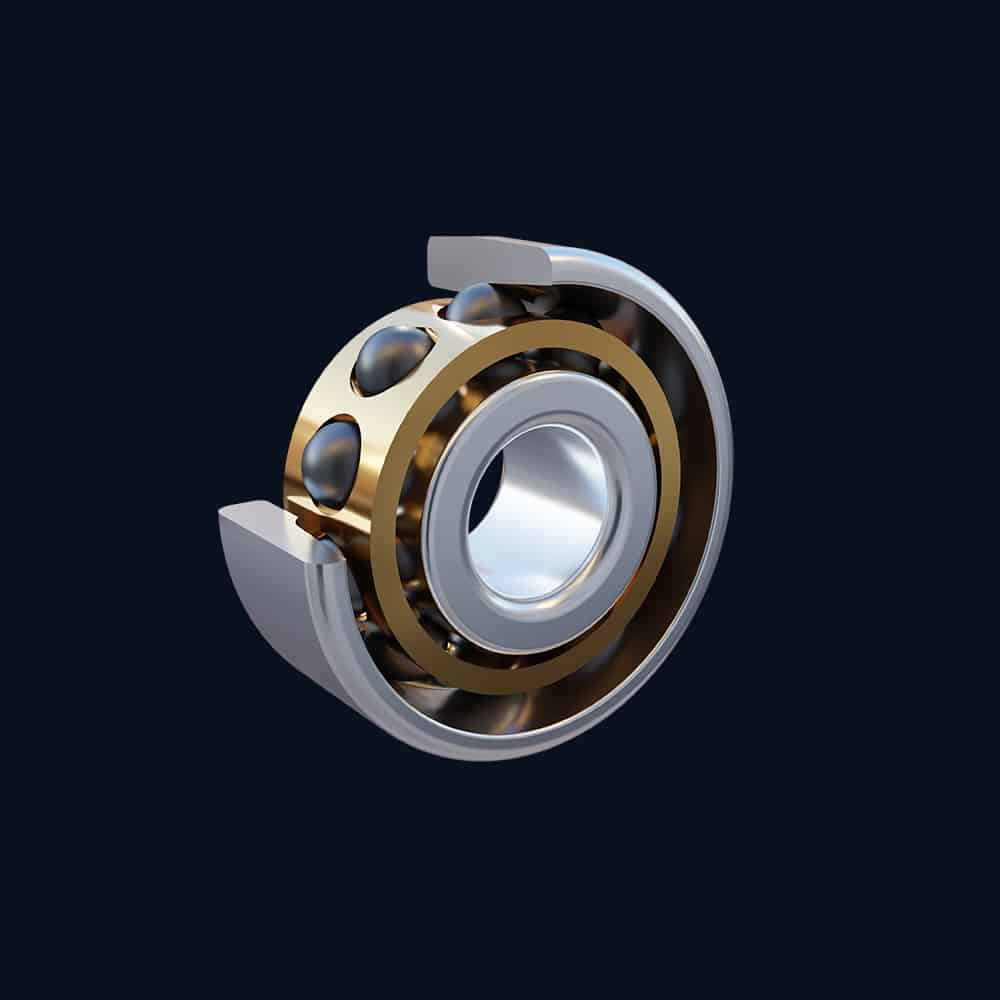
Other Bearing Types
Different bearing designs manage radial loads, axial loads, speed, and misalignment in different ways.
Compare other bearing types to better understand load handling, common failure modes, and application fit.


Have a failure photo, sound clip, or spec?
Upload it for a no‑fluff diagnostic checklist. We’ll map symptoms → checks → next actions (and only propose coatings when they’re truly indicated).