














Mid-phosphorus electroless nickel (EN) plating is an autocatalytic chemical process used to deposit a uniform layer of nickel-phosphorus alloy containing 6–9% phosphorus onto a metal substrate. Unlike conventional electrolytic plating, it relies on a chemical reduction reaction rather than an external electrical current. This eliminates the edge buildup effect, producing a completely uniform thickness across irregular geometries, internal bores, and blind holes.

Armoloy Coatings
Armoloy Coatings
Mid-Phos Electroless Nickel
Uniform 6–9% phosphorus plating for balanced wear and corrosion resistance
What is Mid-Phos Electroless Nickel Plating?
Mid-phosphorus electroless nickel plating is a chemical process that deposits a highly uniform nickel-phosphorus alloy onto a metal substrate without the use of electrical current.
Armoloy's Mid-Phos Electroless Nickel process uses a 6–9% phosphorus formulation that balances wear resistance, corrosion protection, hardness, and dimensional consistency, making it one of the most widely specified forms of electroless nickel plating across industrial applications. Alternative bath formulations target different performance profiles, including 4–10% phosphorus for electronics and 4–7% phosphorus for decorative finishes.
Because the process is autocatalytic rather than electrolytic, the coating deposits evenly across the component surface, including blind holes, recessed features, internal diameters, threads, and other complex geometries where conventional electroplating can produce uneven buildup.
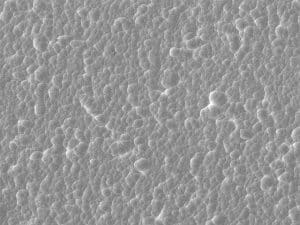
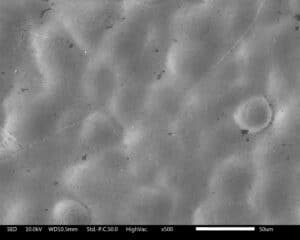
The resulting deposit forms in a mixed amorphous and microcrystalline structure that creates a dense, low-porosity barrier against corrosion, chemical exposure, and surface wear. Mid-phosphorus electroless nickel typically achieves an as-plated hardness of approximately 48–55 HRC (around 500–600 HV), with post-plating heat treatment increasing surface hardness to approximately 66–70 HRC for higher-wear applications.
Performance Characteristics
Mid Phos Electroless Nickel by the Numbers
- 6-9% Phosphorus content
- ~48–55 HRC as plated (≈500–600 HV); up to 66–70 HRC with heat treatment
- Deposit range of .0001” to .003” (2.54 to 76.2 µm)
- Thermal conductivity 0.012 (Cal/cm/sec/°C)
- Low processing temperature, <200°F (93°C)
- Max working temperature of 400°C (752°F)
- Coefficient of thermal expansion 10 – 15 µm/m/°C
- Electrical resistivity 40–70 µΩ·cm
Need help evaluating Mid-Phos Electroless Nickel for your application? Contact an Engineer
Mid-Phosphorus vs. High-Phosphorus Electroless Nickel
Electroless nickel-phosphorus (EN) performance is defined by phosphorus content, which dictates the deposit’s metallurgical state and resulting chemical defense.
Mid-Phosphorus (6–9% P)
Mid-phos deposits are characterized by a mixed amorphous/microcrystalline structure. This chemistry provides a balanced performance profile, offering high as-plated hardness (58–62 Rc) and improved wear resistance. It is the standard specification for industrial applications requiring a combination of dimensional control and moderate corrosion resistance.
High-Phosphorus (10–13% P)
High-Phos Electroless Nickel deposits are fully amorphous. This non-crystalline structure eliminates grain boundaries, creating a more dense, non-porous barrier against aggressive chemicals, acids, and salt exposure. While slightly softer than mid-phos in the as-plated state, high-phos chemistry is specifically optimized for severe-service environments where chemical isolation is the primary failure prevention requirement. Additionally, high-phos deposits exhibit non-magnetic properties, making them suitable for electronic and sensing components.
Selection between these formulations is determined by the specific failure mechanism: mid-phos addresses wear and mechanical fatigue, while high-phos provides the necessary chemical isolation to mitigate corrosion in high-salinity or acidic environments.
Compare Armoloy Coatings
| Thin Dense Chrome | Nickel | Hard Chrome | Xylan | Molybdenum Disulfide | |
|---|---|---|---|---|---|
| Common Industries | Precision Bearings, Medical Instruments and Devices, Robotics, Linear Motion Systems, Molds, Dies, and much more. | Packaging, Blister-Pack Molding, Automotive, Electronics, and more. | Shafts, Molds, Dies, Hydraulic and Pneumatic Rods, Industrial Rolls, and more. | Fasteners and Threaded Components, Molds, Pumps, Pistons, Valves, Marine Equipment, and more. | Microelectronics, Photovoltaics, Automotive, Sliding Applications, Vacuum Systems, and more. |
| Generally Used For |
Corrosion Resistance
Wear Resistance
Improves Machine Performance
|
Corrosion Resistance
Wear Resistance
|
Wear Resistance
Corrosion Resistance
|
Release
Corrosion Resistance
|
Release
Lubricity
|
| Advantages | Thin Dense Chrome is a pure metallic zero valence chromium coating that prevents metal failures and improves machine performance. | Nickel coatings are renowned for their corrosion and wear resistance. | Hard chrome plating is selected for applications that require surface durability, dimensional restoration, and reliable performance under load and motion. | Xylan is built for extreme environments where corrosion resistance, friction and wear reduction, and buildup prevention are paramount. | Molybdenum Disulfide is known for its exceptional lubrication, high load-bearing capacity, and temperature resistance. |
| Thickness |
1.27 – 25.4 µm
0.00005″ – 0.001″
|
2.54 – 76.2 µm
0.0001″ – 0.003″
|
25.4 – 762 µm
0.001″ – 0.03″
|
12 – 38 µm
0.0005″ – 0.0015″
|
5.08 – 7.62 µm
0.0002″ – 0.0004″
|
Armoloy coatings have passed the rigorous testing standards for the following accreditations:
- AS9100D
- ISO 9001:2015
- ISO 14001:2015 release
- REACH Compliance
- Nadcap
- ISO 19011
- RoHS Compliance
- WEEE Compliance
Armoloy can provide compliance with industry standards and specifications to include:
- ASTM B733 Electroless Nickel-Phosphorus Coatings
- ASTM B117 Salt Spray Fog Test Standard
- ASTM B578 Microhardness of Electroplated Coatings
- Fisher General Specification FGS 8B7, Electroless Nickel Coatings
- Fisher General Specification FGS 8B10, Electroless Nickel Coatings
- Aerospace Material Specification SAE AMS2404, Plating, Electroless Nickel
- Aerospace Material Specification SAE AMS2403, Nickel Plating General Purpose
- MIL-C26074 Military Specification, Coatings, Electroless Nickel, Requirements
- Aerospace Material Specification SAE AMS2405, Electroless Nickel Plating Low Phosphorous

Mid Phos Electroless Nickel Features & Benefits
Uniform coverage
Plates evenly across complex geometries and internal channels, ensuring consistent thickness without buildup on edges or threads
Ductile and malleable
Retains good high temperature properties
Easily applied onto other metals
Including steel, aluminum, and copper
Thermal stability
Maintains surface hardness and deposit integrity in elevated-temperature operating environments
Corrosion resistance
Creates a dense, non-porous nickel-phosphorus barrier that isolates base metals from brine, acids, and chemical exposure, with enhanced corrosion protection achievable at heavier deposit thicknesses
Chemical resistance
Suitable for chemical processing industries, resisting a wide range of chemicals
Shiny and reflective finish
Enhances the appearance of the metal
Solderability and conductivity
Electroless nickel can be soldered easily and provides good electrical conductivity
Additional Metal Treatments
Why Partner with Armoloy?
Armoloy supports your project from concept to production with surface engineering expertise built around real-world performance needs. Whether you are designing a new component or solving a failure in the field, our team can help identify the right coating solution, validate its performance, and support a successful production launch.
Research & Development
Fully equipped R&D plating lab for test runs, prototyping, and continual development of our plating technologies. Our turnkey approach ensures high-quality outcomes for your project.
Process Development & Validation
Support from design to product launch with coating selection, prototyping, testing, PPAP validation, and plating production on any scale. We also support a range of ASTM and AMS test methods with a Nadcap-certified laboratory.

Fulfillment
Armoloy ensures the development of a robust plating process that can be distributed to one of our 16 plating facilities. We’ll handle prototyping, process validation, and much more.
Frequently Asked Questions
Selection depends entirely on the primary component failure mechanism:
Choose Mid-Phosphorus (6–9% P) when your application requires high as-plated hardness, moderate wear resistance, dimensional consistency, and mechanical fatigue protection under moderate corrosive conditions.
Choose High-Phosphorus (10–13% P) is generally preferred for highly corrosive chemical environments where maximum corrosion resistance and non-magnetic properties are prioritized over hardness and wear performance. High-phos creates a fully amorphous, non-crystalline barrier with no grain boundaries, offering maximum defense against aggressive acids and high-salinity environments, though it is slightly softer as-plated.
Compared to electrolytic nickel and hard chrome plating, mid-phosphorus electroless nickel provides perfect dimensional uniformity, especially on complex geometries and internal surfaces. Electroplating processes suffer from non-uniform current distribution, leading to thick edges and thin recesses. Mid-phos EN deposits at the same rate wherever the liquid touches, making it ideal for precision threads and internal channels. Furthermore, while hard chrome offers excellent hardness, mid-phos EN provides non-porous corrosion protection and can match chrome’s hardness via post-plating heat treatment.
Mid-phosphorus electroless nickel deposits typically contain 6–9% phosphorus. This range is commonly selected for industrial applications because it balances corrosion resistance, hardness, wear resistance, and dimensional control. Mid-phosphorus electroless nickel formulations are also used for specialized applications, including 4–10% phosphorus deposits for electronics and 4–7% phosphorus deposits for decorative finishes.
Alternative electroless nickel formulations are used for different performance requirements. High-phosphorus electroless nickel deposits generally contain 10–13% phosphorus and are typically specified for maximum corrosion resistance and non-magnetic performance. Low-phosphorus electroless nickel deposits commonly contain 2–5% phosphorus and are often selected for higher hardness and wear resistance.
In its as-plated state, medium or mid-phosphorus electroless nickel typically achieves a surface hardness of approximately 48–55 HRC (Rockwell C), or roughly 500–600 HV. For heavy-wear applications, a post-plating heat-treatment process can be applied. Heating the component at a specific thermal profile (typically 350°C to 400°C for 1 to 2 hours) precipitates nickel phosphide (Ni₃P) within the deposit, transforming the structure from its as-plated amorphous/microcrystalline state to a hardened crystalline state and elevating the coating hardness to 66–70 HRC for applications requiring greater wear resistance and surface durability.
Mid-phosphorus electroless nickel plating is an autocatalytic chemical deposition process that applies a nickel-phosphorus alloy onto a metal substrate without the use of electrical current. The process typically involves the following steps:
-
- Surface Preparation
Components are cleaned, degreased, rinsed, and chemically activated to remove contaminants and prepare the surface for proper adhesion. - Autocatalytic Nickel Deposition
The component is immersed in a controlled plating bath containing nickel ions and a phosphorus-based reducing agent. A self-sustaining chemical reaction deposits a uniform nickel-phosphorus alloy across the entire component surface without electrical current. - Uniform Coverage of Complex Geometries
Because the process is chemical rather than electrolytic, the coating deposits evenly across blind holes, internal diameters, threads, recessed features, and other complex geometries where electroplating can produce uneven buildup. - Post-Plating Heat Treatment (optional)
Components may undergo heat treatment to increase surface hardness and improve wear resistance for high-cycle or high-friction applications.
Mid-phosphorus electroless nickel deposits typically contain 6–9% phosphorus and are commonly selected for their balance of corrosion resistance, hardness, wear resistance, and dimensional control across a wide range of industrial applications.
- Surface Preparation
Yes. Mid-phos electroless nickel features exceptional substrate versatility. It can be applied to many ferrous and non-ferrous substrates, including aluminum, copper, stainless steel, cast iron, brass, and alloy steels. Achieving maximum chemical adhesion on non-ferrous alloys like aluminum requires specialized surface preparation and zincate immersion pre-treatments to displace natural surface oxides before entering the autocatalytic nickel bath.
While highly versatile, electroless nickel has distinct engineering limitations. It exhibits lower overall ductility compared to pure electrolytic copper or gold coatings, making it prone to micro-cracking if the underlying substrate undergoes severe plastic deformation or flexing. Additionally, applying post-plating heat treatment to maximize hardness can reduce the coating’s overall corrosion resistance by creating microscopic crystalline grain boundaries. Finally, it cannot withstand continuous exposure to highly concentrated strong oxidizing acids, such as nitric acid.
Looking for uniform coverage?
Contact Armoloy Today