High load at low speed, oscillation, contamination tolerance, simplicity, or quiet operation—especially when PV and heat are manageable.
Industry Insights
Industry Insights
Plain Bushings (Sleeve/Journal)
Selection, Failures, Fixes & Coatings
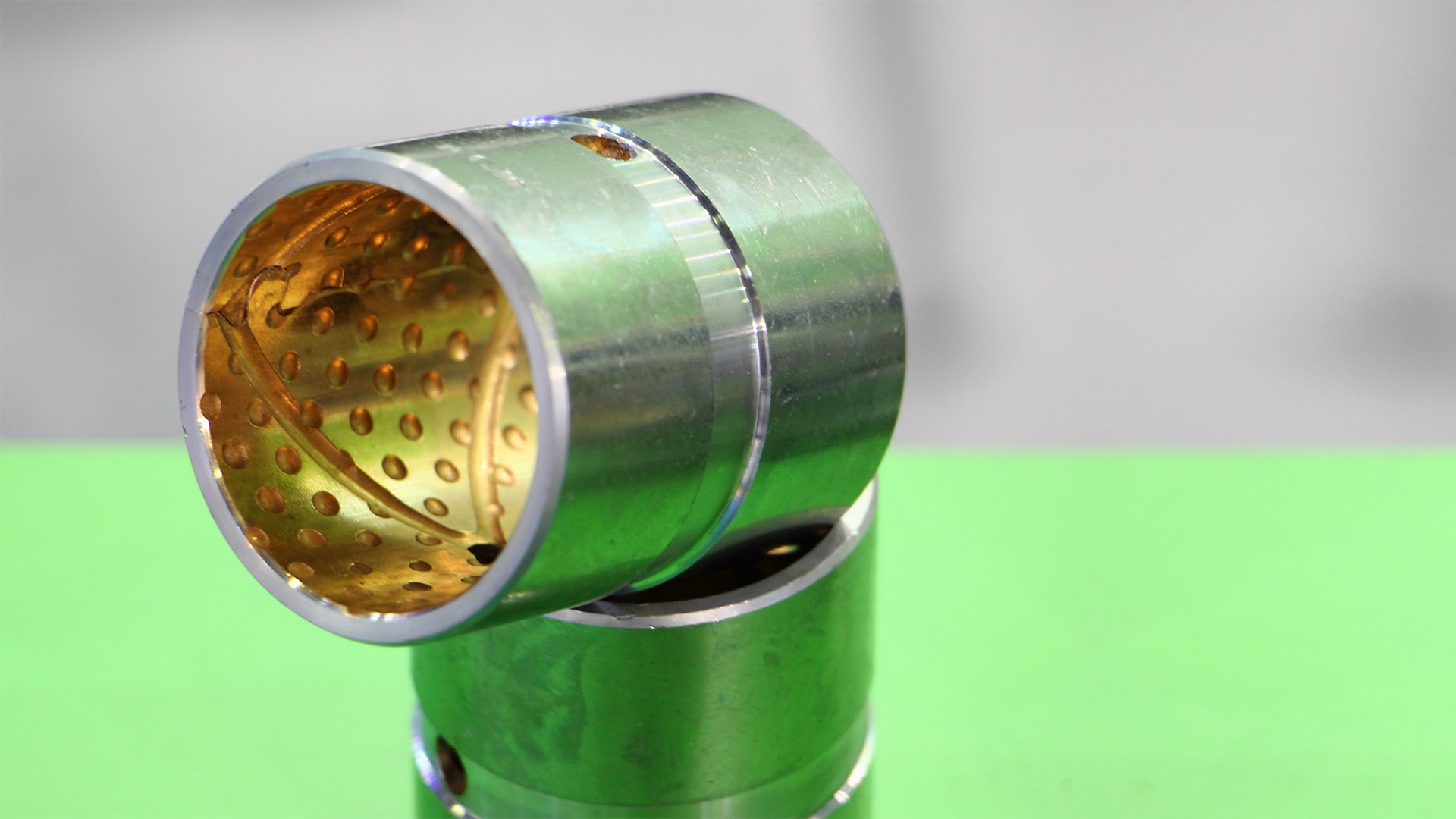
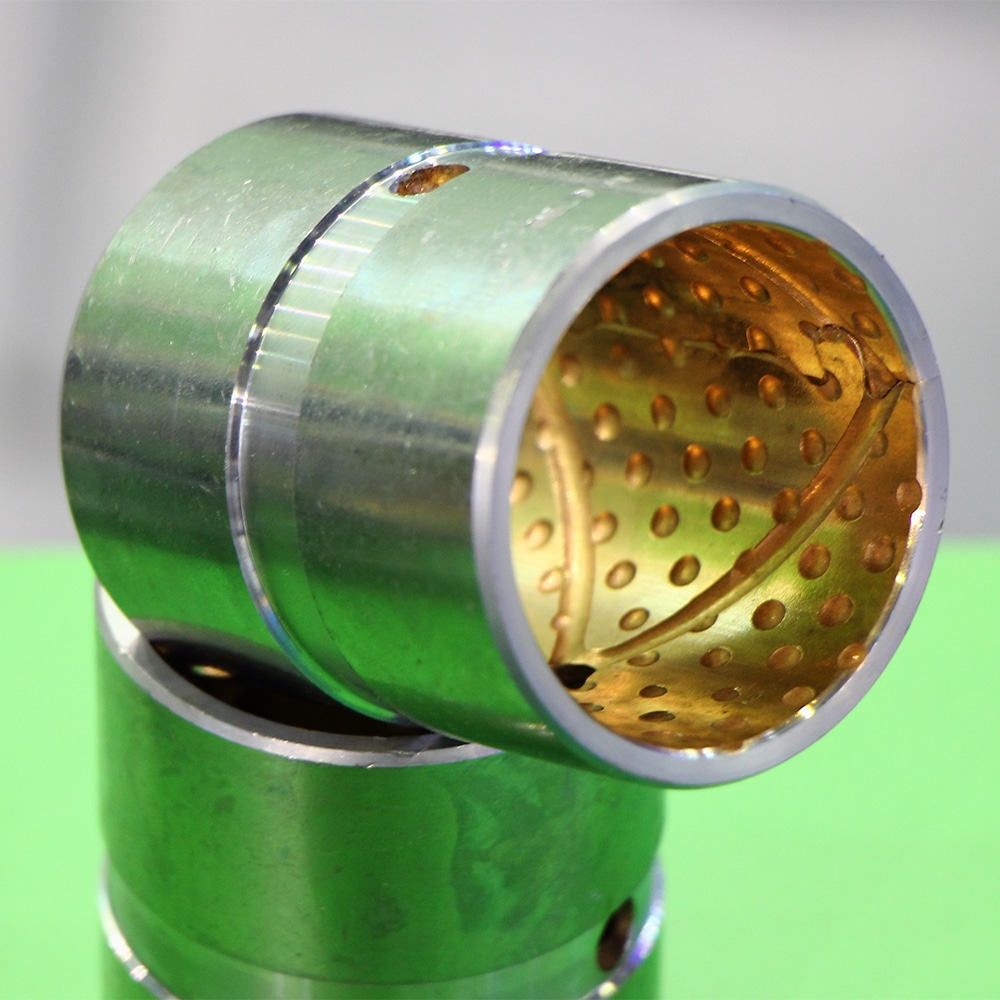
What Is a Plain Bushing (Sleeve/Journal Bushing)?
A plain bushing is a cylindrical sleeve that supports a rotating or oscillating shaft. Load is carried over area (no rolling elements). Performance depends on materials (bronze, metal-polymer PTFE, polymers, composites, babbitt), lubrication regime (boundary, mixed, hydrodynamic), and clearance/finish.
Typical uses: oscillating linkages, conveyor rollers, packaging machinery, pumps/fans (sleeve ends), industrial hinges, AG/food equipment, high-load low-speed shafts.
Selection Cheatsheet (Duty, PV, Environment, Lubrication)
- Duty cycle: continuous rotation → size for hydrodynamic film; oscillation/start-stop → prioritize boundary performance (PTFE/composite).
- PV rating: check material P×V limits; reduce load or speed if heat can’t be removed.
- Environment: water/chemicals → stainless + inert surfaces; dust → seals/deflectors + wear-tolerant surfaces.
- Geometry: L/D ≈ 0.5–1.0 typical; shorter aids misalignment tolerance; chamfered edges prevent scraping.
- Surface finishes: shaft Ra typically ≤ 0.2–0.4 μm for polymer/PTFE; harder/ground for bronze/babbitt.
- Post-process: coating/lining changes ID—hone/ream to final size; re-check clearance hot.
Environment → Attributes Matrix
| Environment | Material / Surface | Clearance & Bushing Finish | Fits (shaft / housing) | Sealing | Lubrication |
|---|---|---|---|---|---|
| Oscillating pivots / low speed | Metal-polymer PTFE or fiber composite; chrome-finished shaft for low adhesion | Nominal clearance; shaft Ra ≤ ~0.2–0.4 μm | k5–m6 / H7 (rotating shaft) | Guards/deflectors; optional contact seals | Grease or dry-run rated liners (per catalog PV) |
| Continuous rotation (oil bath) | Bronze/babbitt; controlled grooves | Clearance sized for hydrodynamic lift @ temp | Interference on housing; shaft to spec for runout | Non-contact seals/labyrinths | Oil (viscosity @ temp); de-aeration & filtration |
| Washdown / Food | Stainless shells; inert chrome or Ni-P on shafts; polymer liners validated for H1 | C3-like looseness concept if thermal growth expected | k5–m6 / H7; verify post-coat ID | Contact seals + deflectors; avoid jets at lips | H1 grease; purge after wash; dry-out routine |
| Dusty / Abrasive | Hard, low-roughness shaft coatings; wear-tolerant liners | Keep film; don’t over-tighten clearance | Secure fits to prevent creep/fretting | Labyrinth + shields; purge paths | Grease with sealing behavior; set purge interval |
| High temperature | High-temp polymers/comp., bronze/babbitt with oil; validate coating stability | Clearance for thermal expansion; re-check hot | Thermal growth model for fits | Heat shields / non-contact seals | High VI oil or dry-film compatible liner |
Common Failures & Diagnostics
Rapid Triage

1) Seizure / Scoring (loss of film)
Symptoms
Squeal, rapid temp rise, visible scoring/transfer on shaft/bore.
Likely causes
Under-lubrication, viscosity too low at temp, clearance too tight, misalignment.
Checks
Viscosity at operating temp; oil/grease supply; clearance hot; alignment/roundness.
Non-coating actions
Increase viscosity/supply; adjust clearance; fix alignment; add grooves.
When surface treatments help
Low-roughness/micro-textured chrome reduces adhesion after film is reliable.
2) Wear / Ovalization (boundary duty)
Symptoms
Increasing play, oval bore, black/grey wear debris.
Likely causes
High PV without cooling, abrasive ingress, soft shaft, poor finish.
Checks
PV vs. catalog; particle control; bushing hardness/finish; sealing.
Non-coating actions
Switch to PTFE/composite liner; harden bushing; improve sealing/filtration.
When surface treatments help
Hard chrome on bushing resists abrasion and adhesive wear.
3) Fretting / False Brinelling at Seats
Symptoms
Reddish oxide at OD/ID fits, micro-movement marks, squeak.
Likely causes
Insufficient interference, vibration in idle, thermal cycling.
Checks
Fit class vs. duty; transport profile; clamp integrity.
Non-coating actions
Increase interference or add retention features; stabilize transport.
When surface treatments help
Micro-textured chrome on seats lowers adhesion once fits are correct.
4) Stick-Slip / Squeal
Symptoms
Jerky motion at start; audible squeal; torque ripple.
Likely causes
Boundary regime with high static/kinetic friction ratio; incompatible grease; rough bushing.
Checks
Grease chemistry; bushing finish; load vs. speed; temperature.
Non-coating actions
Change grease/viscosity; polish bushing; adjust load or speed profile.
When surface treatments help
Low-roughness chrome and PTFE-friendly surfaces reduce stick-slip.
5) Corrosion (washdown/chemicals)
Symptoms
Rust staining, pitting, binding after wash cycles.
Likely causes
Inadequate sealing/dry-out; aggressive cleaners; incompatible metals.
Checks
Cleaner pH/chlorides; seal lip condition; dry-out routine; material pairing.
Non-coating actions
Improve seals/deflectors; change wash angles; choose H1 grease; passivate.
When surface treatments help
Hard, inert chrome or Ni-P on shaft/bores delays corrosion initiation.
The Big Three: Corrosion, Lubricity, Dimensional Stability
Use coatings when they address surface-driven issues (corrosion, fretting, abrasion) on bushings, housings, thrust faces. Coatings don’t replace proper clearance, alignment, sealing, or lubricant choice.
| Concern | What it means | Non-coating controls (first) | When coatings help | Notes |
|---|---|---|---|---|
| Corrosion resistance | Protect bushings/bores under water/chemicals | Seals/deflectors; washdown angles; drying | Thin dense / micro-cracked chrome, Ni-P (validated) | Re-measure ID/OD after processing |
| Lubricity | Reduce start/stop and oscillation friction | Correct viscosity; choose PTFE/composite liners for boundary duty | Low-roughness or micro-textured chrome; solid-lube-friendly surfaces | Coatings complement—not replace—lube strategy |
| Dimensional stability/wear | Keep clearance and roundness in spec | Thermal model; rigid seats; alignment | Controlled-thickness coatings; hone/ream to size | Thin walls are thickness-sensitive |
Fits, Geometry & Clearances (Quick Rules)
- Rotating shaft → interference at housing to prevent bush creep; keep shaft to running clearance spec.
- Clearance is king: size for temperature & film; verify hot clearance, not just cold.
- Edges & grooves: chamfer edges; use axial/spiral grooves only where they won’t starve the loaded zone.
- After coatings: Re-evaluate for affect on preload.
Frequently Asked Questions
Only if they don’t starve the loaded zone. For oscillation, grease pockets can help; for rotation, design grooves for flow and heat removal.
As loose as needed to maintain film at temperature and avoid seizure—model hot conditions; verify after any processing.
Expect change. Ream or hone to final ID; re-check roundness and alignment before install.
Case Snapshots
- Packaging pivot squeal — Oscillating arm squeaked after washdowns.
Actions: swapped to PTFE-lined bush + hard chrome bushing; added deflectors and H1 grease purge after wash.
Outcome: quiet starts; reduced wear debris. - Conveyor sleeve seizure — Bronze bush ran hot at increased speed.
Actions: resized clearance for hot condition; moved to oil bath with de-aeration; polished bushing.
Outcome: stable temperature; no scoring on teardown.
Other Bearing Types
Different bearing designs manage radial loads, axial loads, speed, and misalignment in different ways.
Compare other bearing types to better understand load handling, common failure modes, and application fit.



Contact Armoloy
Have a failure photo, sound clip, or spec? Upload it and we’ll assess the issue and outline recommended next steps.
Request Information