Generally yes for axial capacity, but it lowers speed capability; match angle to duty and heat.
industry insights
industry insights
Angular-Contact Ball Bearings
Selection, Preload, Failures & Surface Treatments
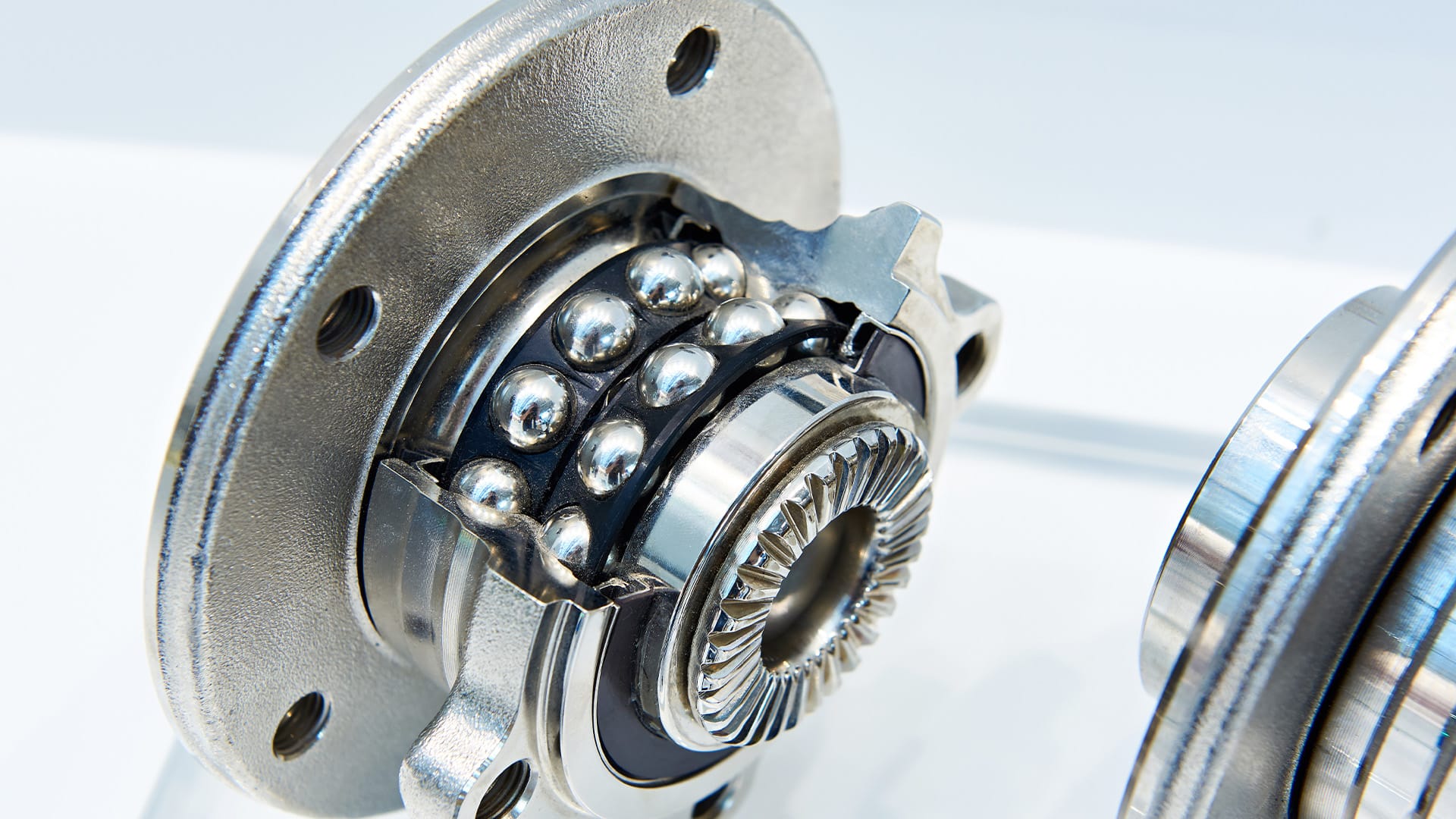
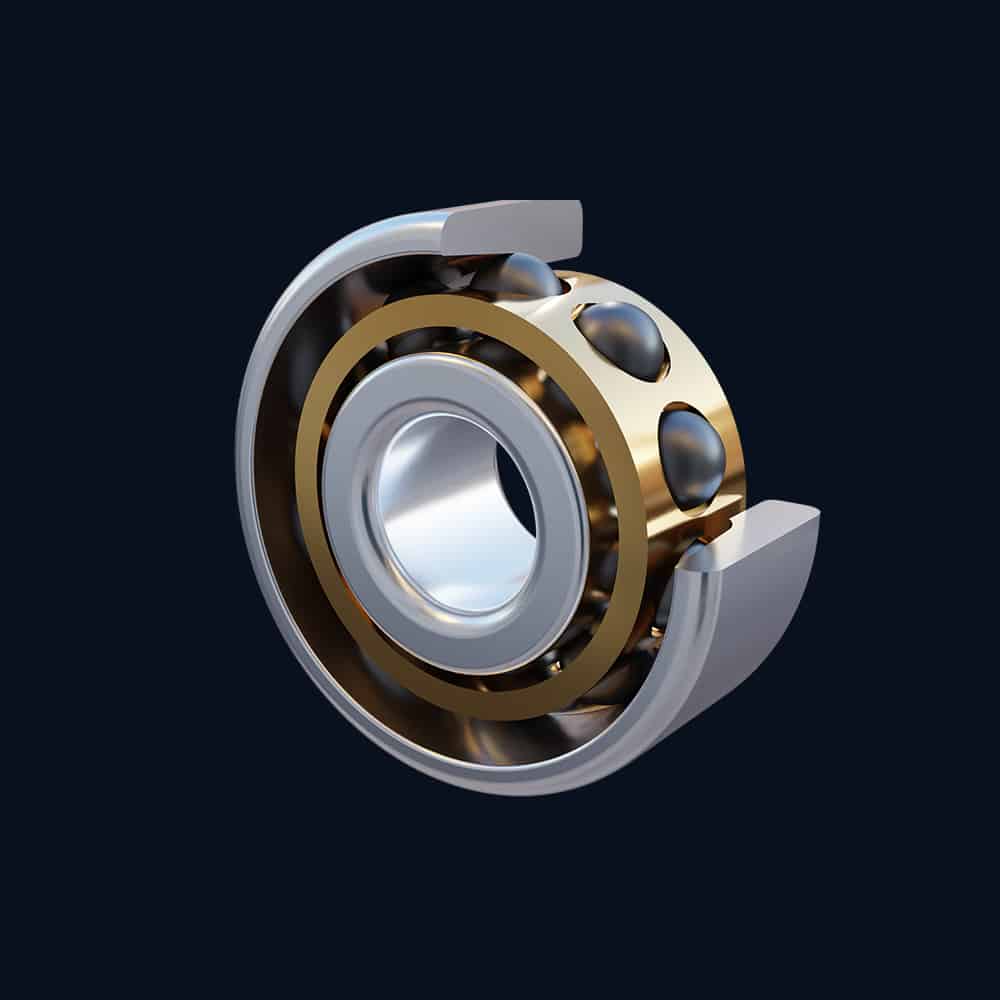
What Is an Angular-Contact Ball Bearing?
A single- or double-row ball bearing with offset raceways creating an axial load path at a defined contact angle. It supports radial and axial loads (often directional for single bearings). Preload establishes rigidity, suppresses skidding, and improves positional repeatability.
Typical uses include machine tool spindles, servo/robot gearboxes, pumps/compressors, ball screws, high-speed motors, and precision turntables (with matched pairs).
Selection Cheatsheet (Load- & Stiffness-First)
- Axial load in one direction dominates: use DT (tandem) pair with appropriate preload; verify thrust direction coverage.
- Axial loads in both directions + high moment stiffness: use DB (back-to-back); highest overturning stiffness.
- Axial loads in both directions + more misalignment tolerance: use DF (face-to-face); slightly less stiffness than DB.
- High speed with moderate axial load: prefer lower contact angle (≈15°) and light preload; ensure skidding is controlled by lubricant choice and preload integrity.
- High axial load / lower speed: prefer higher contact angle (≈25°–40°) and medium/heavy preload within thermal limits.
- Double-row ACBB alternative: compact package for bidirectional thrust without pairing; confirm stiffness vs. matched singles.
- Environment is washdown/caustic: contact seals + deflectors (if sealed variant), cleaner-compatible H1 grease, and corrosion-resistant surfaces.
Environment → Attributes Matrix
| Environment | Material/Coating | Preload & Angle | Fit (shaft/housing)* | Sealing | Lubricant |
| Washdown/food | Stainless or coated rings; stainless/ceramic balls | Light–medium preload; 25° if thrust notable | k5–m6 / H7; verify seal gaps after any coating | Sealed variants or external deflectors | NSF H1; cleaner-compatible |
| Cleanroom/vacuum | Clean, passivated steel; low-outgassing surfaces | Light preload; angle to suit thrust; avoid overheat | Controlled interference to prevent creep | Non-contact shields or labyrinths | Vacuum-suitable oils/greases |
| Abrasive/dust | Coated rings | Medium preload; protect raceways from ingress | k5–m6 / H7; add slingers | Prefer 2RS or shield+labyrinth | Grease with sealing behavior |
| High-speed spindle | Through-hardened steel or hybrid ceramic | Light preload; lower contact angle (≈15°) | Precision fits per OEM; thermal model required | Open with oil/air-oil or low-bleed grease | Low-bleed, high-speed grease or oil |
*Assumes rotating inner ring; adjust for kinematics.
Common Failures & Diagnostics
Rapid Triage

1) Skidding / Smearing (insufficient preload)
Symptoms
Irregular noise, cage marks, polished bands on raceways, heat at speed-up.
Likely causes
Preload too low; contact angle mismatch; lubricant too thin at operating temperature.
Checks
Verify preload class, arrangement (DB/DF/DT), thermal growth model, grease bleed/viscosity.
Fix
Increase preload one class or adjust contact angle; choose lubricant with better film at operating speeds; consider micro-textured raceways only after preload is correct.
2) Overheating / Torque Rise (excess preload or drag)
Symptoms
Rapid temperature rise, torque spikes, grease purge, early noise.
Causes
excessive preload; seals with high drag in high-speed service; incompatible grease.
Fix
reduce preload class; use lower-drag seals or open configuration; choose low-bleed grease or oil system.
3) Fretting / False Brinelling (vibration at rest)
Symptoms
pitch-spaced dents, reddish/black oxides, start-up roughness.
Fix
secure fits, transportation locks, vibration isolation, grease with good film persistence; micro-textured hard chrome may reduce adhesive onset.
4) Corrosion / Chemical Attack
Symptoms
Staining near seals, rough running post-wash/chem exposure.
Fix
improve sealing and wash practices; use compatible grease; apply corrosion-resistant surfaces if ingress cannot be fully avoided.
5) Abrasive Wear / Contamination
Symptoms
Gritty sound, rising torque, debris in grease.
Fixes
upgrade sealing (2RS/labyrinth + slingers), filtration, purge intervals; hard, low-roughness surfaces as complement.
The Big Three: Corrosion; Lubricity; Dimensional Stability
Apply coatings when they address a surface‑driven failure mechanism (corrosion, fretting, abrasion). Do not apply coatings as a substitute for proper fits, clearance, sealing, or alignment.
Network of microcracks acting as corrosion barriers with proper post‑treatChemical resistance, biocompatibility optionsCrack network requires precise process control; clearancesHarsh cleaners, medical/bioprocessPoor sealing environment
| Concern | What it means | Non-coating controls (first) | When coatings help | Notes |
| Corrosion resistance | Resist rust/chemical attack in target environment | Sealing strategy, jet angle, drying, compatible grease | Thin dense chrome (nodular), microcracked chrome | Validate food/biocompatibility if applicable; check pH |
| Lubricity | Low friction, film retention, anti-skid under preload | Correct preload, angle, lubricant; avoid under-preload | Micro-textured hard chrome can reduce fretting/false brinelling and aid film persistence | Coatings complement but don’t replace preload discipline |
| Dimensional stability | Preserve geometry/fit/preload and seal gaps | Check fits/shoulders; thermal model; preload shift with heat | Use controlled-thickness coatings; verify post-coat runout & preload | Thin/mini geometries are sensitivity hot-spots |
Fits, Preload & Contact Angle (Quick Rules)
Pairing:
- DB (\u2190\u2192): highest moment stiffness; best for bidirectional thrust in precision assemblies.
- DF (\u2192\u2190): better for slight misalignment; somewhat lower stiffness vs. DB.
- DT (\u2192\u2192): tandem for higher thrust in one direction; use mirrored DT sets for both directions.
Preload classes: light → medium → heavy; higher preload raises stiffness but heat/torque; confirm thermal growth to avoid excessive preload at operating temperature.
Contact angle: lower (≈15°) for speed; higher (≈25°–40°) for axial capacity; match to duty cycle.
Fits: inner ring typically light interference (e.g., k5–m6) on rotating shaft; housing H6–H7 depending on alignment strategy; avoid creep that pumps lubricant/fluids.
Markings: use matched and marked duplex sets from OEM; don’t “homebrew” preload by random pairing.
Frequently Asked Questions
DB for stiffness and bidirectional thrust; DF for slight misalignment tolerance; DT for one-direction thrust (use mirrored DT for both).
For precision or controlled preload, yes—use OEM duplex sets with defined preload.
Coating thickness can alter geometry slightly; verify preload and seal gaps post-process.
Contact Armoloy
Have a failure photo, sound clip, or spec? Upload it and we’ll assess the issue and outline recommended next steps.
Request Information