
application insights
application insights
Extrusion Molding (EBM)
WHAT IS EXTRUSION MOLDING
Did You Know?
Extrusion Molding (EBM) forms hollow plastic parts by extruding a hot tube of polymer (a parison) and inflating it inside a cooled mold to the final shape. It is widely used for bottles, jugs, and jerrycans, and can be configured for single‑ or multilayer structures.
At-A-Glance Facts:
- Also called: extruded molding; continuous or accumulator EBM
- Typical where: packaging (HDPE/PP bottles, jugs), chemicals/agro (UN containers), and industrial parts
- Key inputs/components: extruder, die/head, parison control (time/position‑based thickness profiling), clamp, blow pins, cooled mold, deflash
- Quality risks to watch: wall‑thickness variation from parison sag, pinch‑off seam weakness, and environmental stress cracking (ESCR) in some HDPE applications
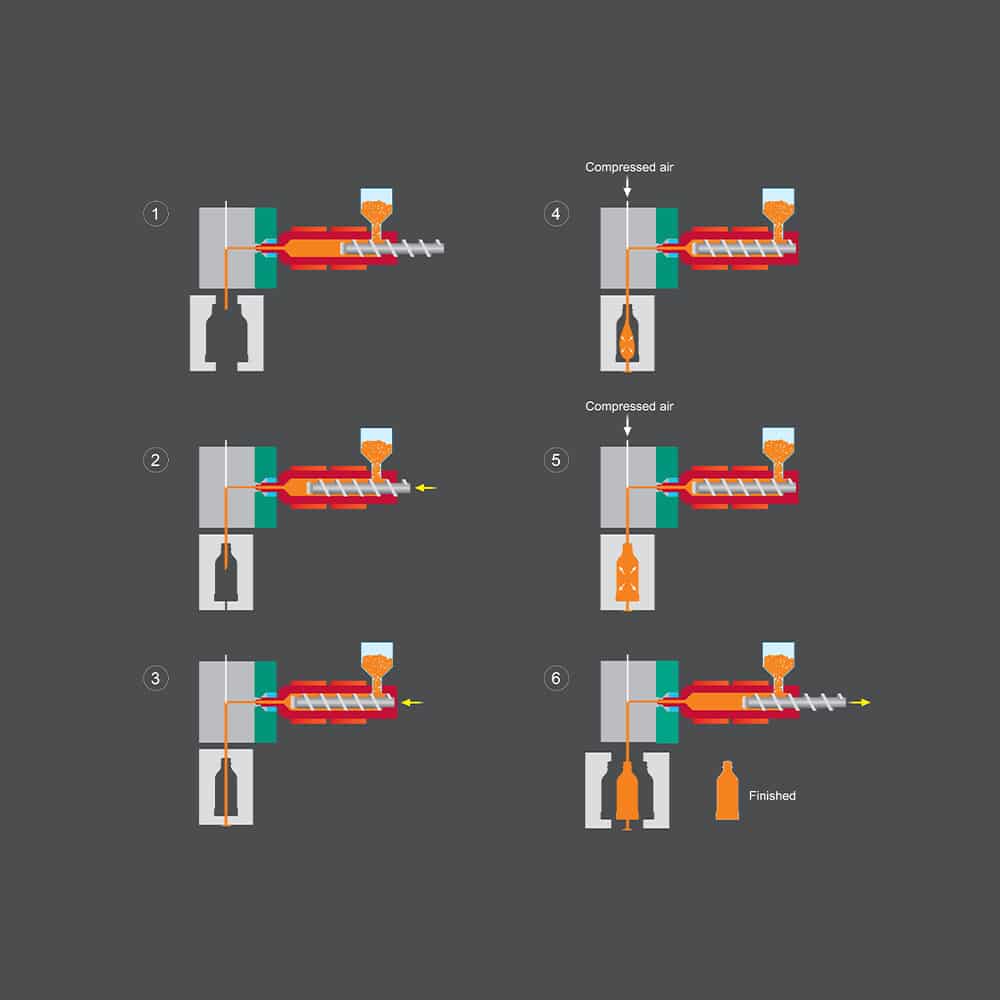
How It Works
Molten polymer is extruded through a die to create a parison. A two‑part mold closes around the parison, sealing the bottom (pinch‑off).
Compressed air expands the parison against the mold cavity; cooling solidifies the part; the mold opens and flash is trimmed.
Parison programming—automated control of die gap over time or position—helps distribute material to compensate for gravity and geometry so wall thickness is more uniform.
Common Metal/Tooling Challenges in EBM
- Parison die lips & pinch‑off lands: edge wear, galling, and erosion from repeated closing and material flow
- Neck rings & blow pins: sliding wear and sticking; potential corrosion when processing halogen‑containing materials
- Extruder screws/barrels: abrasive–corrosive wear when running mineral‑filled, glass‑filled, or recycled streams
- Mold hot spots: thermal‑fatigue risk if heat extraction is non‑uniform; inserts are used to improve local cooling
Surface Engineering Options
Siloed by what you’re seeing on the tool (symptoms) so you can choose the right surface solution.
Start with the question: did the metal fail, or is it failing?
Symptoms (sticking, edge wear, galling, corrosion marks, overheating) are the bridge between performance issues and root cause. Use the table below to map symptoms to solutions.
Common metal failures
- Wear (abrasive / sliding)
- Galling / scoring
- Corrosion / pitting
- Hydrogen embrittlement risk (after plating)
Common performance failures
- Sticking / adhesion / buildup
- Cycle instability, scrap, cosmetic defects
- Frequent maintenance / cleaning intervals
- Heat-related quality issues (hot spots, seams)
| What you’re seeing (symptoms) | Likely failure mode | Armoloy-available treatments | Other industry options (not offered by Armoloy) | Benefit focus |
| Edge wear, die lip wear, parting-line damage; galling or scoring on contact surfaces | Abrasive wear and/or adhesive wear (galling) under load and sliding contact | Thin Dense Chrome (TDC)
Thin, uniform hard surface to mitigate wear and reduce galling risk with minimal dimensional impact. |
CrN (PVD)
Often used as a hard, tough anti-galling layer at thin build (supplied by PVD providers). |
Metal failures
Wear & galling mitigation |
| Sticking, material pickup, scuffing, frequent cleaning; sliding surfaces “drag” or bind | Sliding wear + adhesion (high friction); sometimes corrosion contributes to surface roughness/buildup | Electroless Nickel (High-P) (where specified)
Electroless Nickel + PTFE (EN-PTFE) (where specified) Barrier protection and/or reduced adhesion and friction to help stabilize cycles and reduce buildup-driven defects. |
DLC (PVD/PACVD)
Common low-friction option supplied by other coating providers. |
Performance failures
Sticking, cleanup time, cycle stability |
| Premature wear in high-fill or harsh resin environments; visible abrasion, erosion, or “washed out” wear faces | Abrasive/corrosive wear (filled polymers, additives, aggressive chemistries) | Thin Dense Chrome (TDC)
A practical option when thin, uniform hardening is needed without changing tool geometry. |
Bimetallic liners / barrels (Ni–carbide, TC)
HVOF WC–Co/Cr on wear faces Often selected for extreme abrasive duty (supplied by specialty vendors). |
Metal failures
Abrasive wear control |
| Local overheating, hot spots, seam/parting-line defects, dimensional instability tied to temperature | Thermal management limitation (heat extraction and stability), not always a “coating problem” | Surface engineering consult
We help confirm whether a surface treatment is appropriate and compatible with thermal goals and substrate choices. |
High-conductivity copper alloys (e.g., MoldMAX®)
Often used to improve heat extraction and seam stability (material/substrate selection). |
Performance failures
Quality & stability |
| Rust staining, pitting, surface haze after washdown/cleaning; contamination-sensitive surfaces | Corrosion initiation sites + surface roughness/buildup | Electropolish + passivation (where applicable)
Surface smoothing and restoration of corrosion-resistant behavior on suitable alloys. |
ASTM A967 passivation (industry standard process)
Commonly specified for stainless corrosion resistance improvements (performed by qualified providers). |
Metal + performance
Corrosion control & cleanliness |
| Concern about high-strength steels after electroplating; cracking risk under load after plating | Hydrogen embrittlement susceptibility (process risk that must be managed) | Relief bake (post-plate) (when required by material/process)
Used to reduce embrittlement risk on susceptible high-strength steels. |
ASTM B850 guidance (industry standard)
Common reference for post-plating embrittlement relief practices. |
Metal failures
Risk mitigation |
How to use this section: If you tell us the symptom, substrate, resin/fill, and where the problem shows up (die lip, core, neck ring, parting line, wear face), we can help validate the most appropriate Armoloy-available treatment—or point you to a proven industry alternative when that’s the better engineering call.