
In our previous medical device design discussions, we explained methods to reduce wear in stainless steel, and how utilizing thin dense chrome protective coatings during the design phase can extend the life of your applications.
Now, we’re going to shift our focus to reducing friction. We’ll provide an overview of the two classes of friction and explain why knowing the initial friction value is not enough to make an adequate materials selection for medical devices. We’ll also describe test methods and standards for determining friction and provide a list of design considerations for reducing friction in medical applications.
Causes of friction in medical-grade materials
Friction is the resistance one encounters when sliding or attempting to slide two surfaces. Whether or not friction occurs in medical-grade stainless steel depends on a variety of interrelated factors:
Material Properties
The composition and microstructure of the stainless steel can also impact friction, as different grades of stainless steel may have different frictional properties.
Surface Roughness
Stainless steel surfaces may have microscopic irregularities. This excessive surface roughness generally increases friction between unlubricated and lubricated materials. Note that the shape of the surface asperities is important; surfaces with the same average arithmetic surface finish may have very different surface profiles. The profile may be like rolling hills or a saw tooth shape. More jagged profiles increase friction by biting into the mating material.
Lubrication
When there is a lack of adequate lubrication, the two surfaces can come into direct contact with each other, and the roughness and asperities of the surfaces can interlock, causing resistance to motion.
Temperature
An elevated or change in temperature can cause metal surfaces to expand, which can cause them to come into closer contact with each other, leading to increased friction. In addition, variations in temperatures can cause changes in the physical and chemical properties of materials, such as increased surface roughness, reduced ductility, and increased hardness. These changes can cause the surfaces to interlock more closely. In some cases, high temperatures can also cause the lubricant to break down or evaporate, leading to direct contact.
Pressure
Pressure can also cause increased deformation and adhesion, changes in lubrication properties, and changes in the contact area between the surfaces.
Contamination
Dust, wear particles, and debris tend to increase resistance to sliding. Moreover, the size, shape, and hardness of the contaminant particles can affect the severity of the frictional effects.
In addition, the presence of contaminants can lead to the formation of corrosion or other chemical reactions, which can cause surface pitting, roughness, and increased adhesion.
Characterizing friction
We characterize friction as either static friction or dynamic friction (also known as kinetic or sliding friction) and express it as static and dynamic coefficients.
Static friction is the resistance to initiate sliding—it is generally greater than that required to sustain dynamic friction. If the applied force exceeds the maximum static friction force, however, the object will start to move, and the force of friction will decrease to a lower value (dynamic friction). The maximum static friction force depends on the nature of the surfaces in contact and the normal force pressing them together.
Defined as the ratio of the sliding force to the total force pressing the two surfaces together, the coefficient of friction, f , is one of the general physical properties of a material. We describe coefficient of friction by the formula: f =F/N, where f is the coefficient of friction, F is the force to initiate sliding, and N is the total (normal) force between the two surfaces.
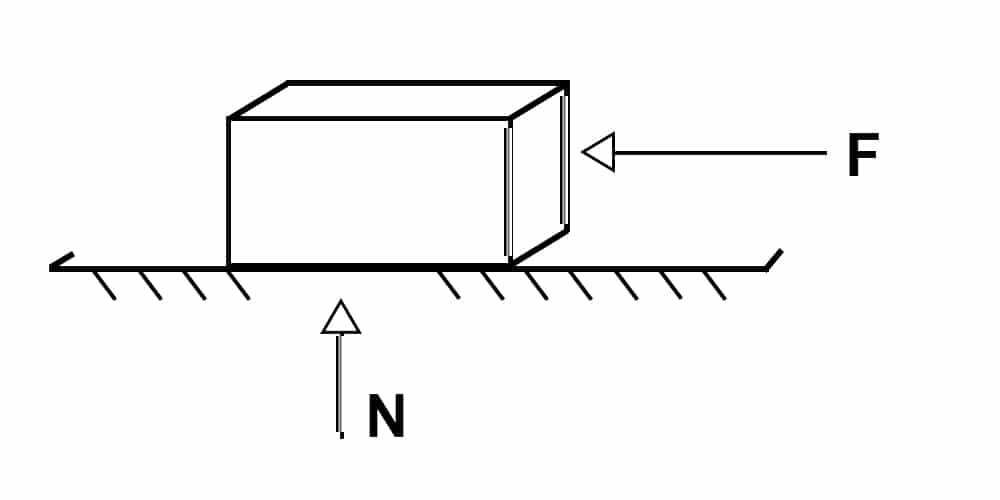
A measure for reducing friction shows a drawing of a block sliding on a flat surface, where the normal force (N) is equal to the weight.
When we talk about friction, we mean resistance to movement. Initial friction is not usually the important number; rather, will the friction remain constant throughout an instrument’s use?
Pin-On-Disk Test
In a pin-on-disk test for three different material configurations, wear was practically non-existent with samples using ME-92 coating compared to bare 17-4 PH. This test not only gives wear information, however, but computerized systems can constantly monitor and plot friction values.
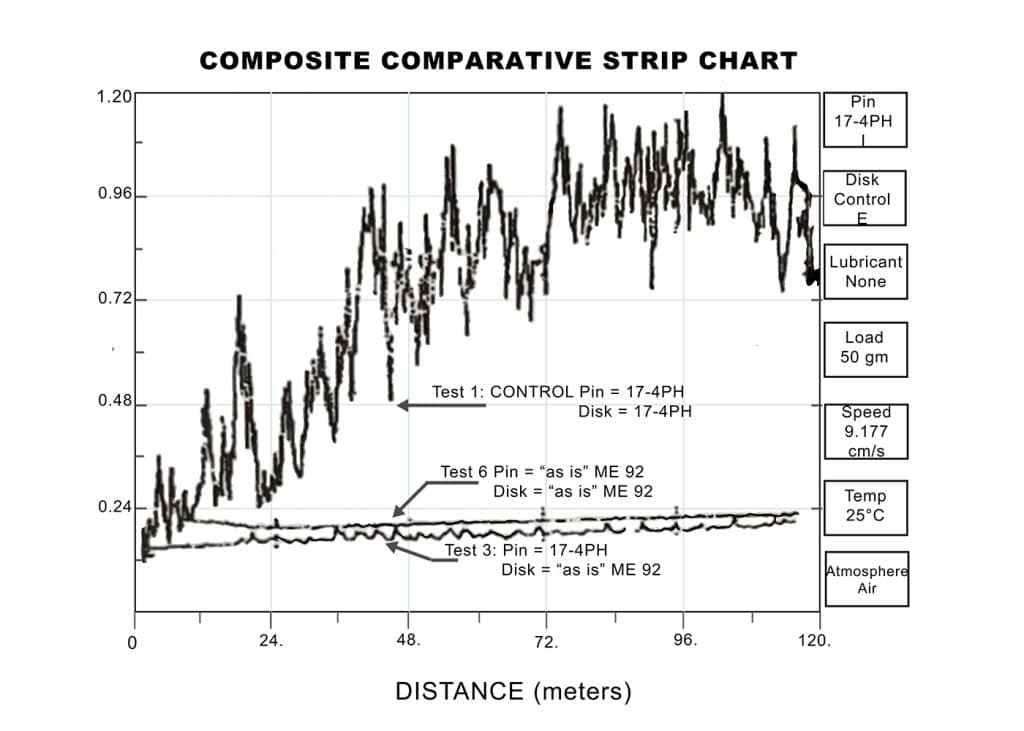
Image of a composite comparative strip chart for pin tests in reducing friction
- In the first configuration, 17-4 PH on 17-4 PH (uppermost jagged line), friction greatly increased with increasing sliding distance and operating time.
- There are also large fluctuations in friction throughout the test, caused by wear and particle generation. A surgical instrument performing like this would have a jerky motion. The forces required to operate such an instrument could vary greatly during use.
- The results of the final configuration, where 17-4 PH is running on ME-92® coating (bottom plot), show that total friction remained low and consistent compared to a bare stainless steel disk.
Even though the initial frictional values for the three configurations were very similar, friction for the bare 17-4 PH significantly increased as the testing continued. The most consistent frictional values were obtainable when both components were coated with ME-92® — neither wear nor particle generation was detectable.
This demonstrates that the initial friction measurement alone is not a sufficient design criterion. One must consider how friction varies with time, for moving assemblies, to obtain desirable performance in the field for reducing friction.
Friction testing
Many devices are useful to measure the necessary force to initiate or sustain sliding. Both sliding and rotational setups are in common use for reducing friction.
- You may use a gauge to measure the force required to initiate and sustain the sliding of a block on a horizontal surface. Then, divide these force measurements by the block’s weight to determine the static and dynamic coefficients of friction. We refer to this setup as a flat-on-flat arrangement (FOF)
- Researchers have also used torsional load cells to measure the resistance to rotation caused by pressing blocks of one material against round samples of another. They divide the measured resistance by the normal contact load to calculate the frictional coefficients.
- Organic solvents are routinely used for final cleaning in unlubricated friction tests, to remove surface films. Oils on the contact surfaces generally alter test results by giving unusually low friction values.
Inclined plane test
One simple way of determining the static coefficient of friction for materials is by measuring the largest angle of inclination before sliding.
In the inclined plane test, a block of one material is placed upon a flat surface, which is slowly inclined until block sliding occurs. The resultant force (R) is equal and opposite to the force (P) of the sliding body. The resultant force can be resolved into a normal component (N) and a frictional component (Fr), which resists sliding. The coefficient of static friction is given by the following equation: f 0 = tan ao, where ao is the angle of rest or repose just before sliding.
After sliding initiates, the frictional force, Fr, typically drops to a lower resistance value, F. The coefficient of sliding friction, f, is commonly expressed as F=N f.
Coefficients of friction for selected couples
Much research had been done in the past to characterize friction between similar metals and various couples. Results vary greatly depending on test configuration and conditions. It’s therefore necessary that only frictional results collected under the same or similar circumstances be compared.
One commonly used configuration is referred to as FOF (flat surface sliding on a flat surface), which compares the unlubricated frictional coefficients of various medical materials and coatings sliding on Teflon. The chromium composition coating had the lowest frictional values of the four metallic and ceramic materials listed. These results indicate that the friction of ME-92® sliding on Teflon is comparable to Teflon sliding on Teflon. Friction increased for all the materials when Teflon became the moving specimen; coefficients of friction depend on both mating materials and which material is used for the moving component.
Results from a different FOF test configuration, comparing the sliding coefficients of friction for coated and bare stainless steels, show that the two harder grades of stainless steel (17-4 PH and 440C) had slightly lower coefficient of friction values, compared to type 316. The use of Teflon and ME-92® coating reduced friction of bare stainless steels. Remember that these numbers are only initial friction values. During actual use, the friction of bare stainless steels can increase unexpectedly due to wear and particle generation. This was demonstrated by the results of the pin-on-disk wear test results presented earlier.
Design considerations for friction applications
In conclusion, surface conditions are critical when measuring friction. Friction is sensitive to many factors, such as atmospheric dust and humidity, oxide films, surface finish, sliding velocity, load, temperature, vibration, surface contamination, and lubrication.
ME-92® consultants at the Armoloy Innovation Center in Dekalb, IL are available to assist clients in establishing how each factor affects a particular assembly. Furthermore, to make a proper selection, each material couple should be evaluated with the following variables in mind:
Sliding Configuration
It’s important to know what type of sliding is taking place (rotational, translation, etc.) and which material is the moving member. Friction can change depending on which of the two surfaces is the sliding member. For example, Teflon sliding on titanium alloy has a static friction coefficient of 0.17, while titanium alloy sliding on Teflon has a value of 0.2300. This type of information is not usually disclosed or known. Unlubricated assemblies are especially sensitive to test configuration.
Materials Selection
Coefficients of friction depend on both mating materials. Friction can vary greatly when one of the mating materials is changed. Reducing friction coefficients reduces the force required to operate an instrument. This translates into easier instrument operation and greater operator sensitivity.
Lubrication
There are several types of lubricants used for reducing friction. Graphite, molydisulfate, PTFE, and ME-92® coating are examples of dry lubricants. Molydisulfide performs excellently under vacuum conditions, while graphite can become abrasive under the same conditions. Various water-soluble and oil-soluble liquid lubricants are also available. The operating parameters and biocompatibility of solids and liquids must also be considered for each application.
Surface Finish
As previously discussed, excessive surface roughness can increase friction between unlubricated materials. Polishing of surfaces can help reduce friction. The friction of bearings often lowers during use from a mutual polishing that takes place, assuming prior removal of wear debris.
Available Oxygen
It is helpful if the operating conditions maintain an oxide film on the sliding surfaces. Some materials perform poorly in environments that lack oxygen. Special consideration must be given to systems operating under inert gases, reducing environments, or vacuum.
Contact Load, Sliding Velocity, and Temperature
Increasing the contact load may cause an initial increase in friction. This is different from what we’ve been taught about friction. This increase in friction is related to changes on the contact surfaces. Increasing the sliding velocity can increase the operating temperature. This usually increases friction. However, if one of the two surfaces liquefy as a result of heating, friction may decrease.
Contamination
The presence of surface contamination may either increase or lower friction. Results of the pin-on-disk test, presented earlier, showed an eightfold increase in friction on bare 17-4 PH due to particle generation. Some films, such as body oils, can act as lubricants. Oils picked up during handling, however, can accelerate surface corrosion.
Trust the ME-92® Biochrome Coating Experts
Various modifications are in use to change the surface properties of stainless steels. Coatings are sought for reducing friction, lowering wear rates, reducing galling, and providing easy release, and nonstick properties.
For medical applications, it’s also necessary that coatings be nonreactive to the body—one of many benefits ME-92® biocompatible chromium coating provides. Let our metallurgical and materials consulting, research, and testing experts help you extend the life of your medical devices by reducing friction.